
การลดอันตรายจากการสัมผัสเสียง ของพนักงานเครื่องเชื่อมอัลตราโซนิค

เผยแพร่เมื่อ: 03/01/2563 ....,
เขียนโดย นายจักรพงษ์ สิงห์ธนาวณิช, ผู้จัดการฝ่ายขายและเทคนิค
บริษัท นิวเทค อินซูเลชั่น จำกัด...,
“กรณีศึกษาการลดเสียงจาก 105 dBA ของเครื่องเชื่อมอัลตราโซนิค ลงเหลือ 80 dBA โดยที่ไม่กระทบต่อเป้าหมายการผลิตชิ้นงานและใช้เงินลงทุนต่อเครื่องไม่สูง ที่สำคัญคือได้ช่วยป้องกันการสูญเสียการได้ยินของพนักงานที่อยู่ประจำเครื่อง ซึ่งถือเป็นเรื่องที่ประเมินค่าไม่ได้หากพนักงานมีการสูญเสียการได้ยินอย่างถาวร”
![]() ปัญหา
ปัญหา
ผลการตรวจสุขภาพประจำปีของพนักงาน ได้พบความผิดปกติของการได้ยินสำหรับพนักงานในแผนก A ของโรงงานผลิตอุปกรณ์เครื่องใช้ภายในบ้าน ที่มีกระบวนการเชื่อมชิ้นงานพลาสติคด้วยเครื่องเชื่อมความถี่สูง (UPW: Ultra sonicPlastic Welding) โดยในแผนก A มีเครื่องเชื่อม UPW รวมกันทั้งหมด 8 เครื่องแต่ละเครื่องทำงานพร้อมกันและให้ระดับเสียงสูงสุดเมื่อเครื่องทำการเชื่อมชิ้นงานพลาสติค ที่ 105 dBA (วัดห่างจากเครื่อง 30 cm) และวัดระดับเสียงใกล้หูพนักงานได้ 95 dBA (วัดห่างจากหูพนักงาน 20 cm) โดยการเชื่อมจะเกิดขึ้นทุกเวลา 5 วินาที พักประมาณ 5-8 วินาที สลับกันจนครบระยะเวลา 8 ชั่วโมงทำงาน
![]() สาเหตุ
สาเหตุ
ในขณะที่เครื่องเชื่อมทำงานจะมีคลื่นความถี่สูงออกจากตัวเครื่อง แม้ว่าเจ้าหน้าที่ความปลอดภัยระดับวิชาชีพของทางโรงงานได้เข้มงวดให้มีการใช้ที่อุดหูและที่ครอบหูแล้วก็ตามพนักงานในแผนก A ให้เหตุผลว่าใส่ที่ครอบหูแล้วรู้สึกอึดอัดทำงานไม่สะดวก จึงขอใส่แค่ที่อุดหูที่เป็นโฟมแข็ง และไม่สามารถใส่ให้แนบสนิทกับรูหูได้ โดยอธิบายว่ามีอาการเจ็บหูถ้าใส่ให้สนิทกับรูหูตลอดระยะเวลาการทำงาน ทางโรงงานจึงขอให้ผู้เชี่ยวชาญด้านเสียงเข้าไปทำการตรวจสอบ เพื่อหาแนวทางการลดอันตรายจากการสัมผัสเสียงของพนักงานในแผนก A
เมื่อมีการเก็บข้อมูลเสียงในพื้นที่ด้วย Class-1integrated sound level meter แบบแยกความถี่ได้ พบว่าหน้าเครื่องเชื่อมมีระดับเสียง (SPL) 105 dBA เฉพาะที่ความถี่ 8,000 Hz มีระดับเสียงสูงสุดถึง 103 dBA ในขณะที่ความถี่ 16,000 Hz มีระดับเสียง 99.4 dBA ซึ่งเป็นอันตรายต่อระบบการได้ยินของมนุษย์เป็นอย่างมาก เพราะเป็นเสียงหวีดแหลมที่ฟังเหมือนไม่ค่อยดังแต่จะมีอาการปวดหู (คล้ายโดนลวดเสียบเข้าไปในหู) และมีเสียงวิ้งในหูตามมา
![]() แนวทางการปรับปรุง
แนวทางการปรับปรุง
ผู้เชี่ยวชาญด้านเสียงพิจารณาแล้วแนะนำให้แก้ปัญหา “direct sound” หรือเสียงที่เกิดจากการทำงานของเครื่องจักรก่อน เนื่องจากหูของพนักงานอยู่ใกล้กับแหล่งกำเนิดเสียงมาก การลด “reverberation” หรือลดเสียงสะท้อนภายในห้องยังไม่ควรทำในขั้นตอนแรก จึงเกิดความร่วมมือขึ้นระหว่างผู้เชี่ยวชาญด้านเสียงและเจ้าหน้าที่ของทางโรงงาน ในการออกแบบตู้ครอบลดเสียงแบบมีบานประตูเปิดปิดกึ่งอัตโนมัติขณะที่เครื่องเชื่อมทำงาน และกรุฉนวนกันเสียง (high-density fibrous 25 mm thickness with PTFE coated) รุ่นที่แนะนำโดยผู้เชี่ยวชาญ (ผ่านการจำลองค่าเสียงด้วยตัวแบบคณิตศาสตร์) ไว้ด้านในของผนังตู้ครอบลดเสียงทั้งห้าด้าน จากนั้นจึงได้ทำตู้ครอบลดเสียงตัวทดลอง (prototype) ขึ้นหนึ่งชุดก่อนเพื่อเป็นแนวทางและข้อสรุปในการลดเสียง
![]() ผลลัพธ์ที่ได้
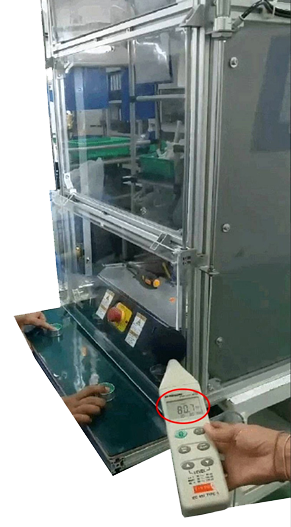
ผลลัพธ์ที่ได้
พบว่าภายหลังการปรับปรุง ระดับเสียงของเครื่องเชื่อมขณะทำงาน ลดลงเหลือ 80.6 - 80.7 dBA จากเดิมก่อนปรับปรุงอยู่ที่ 105 dBA หรือระดับเสียงลดลงประมาณ 24 dBA ทางเจ้าหน้าที่ความปลอดภัยระดับวิชาชีพจึงสรุปผลที่ได้ เสนอให้ทางผู้บริหารอนุมัติขยายผลทำตู้ครอบลดเสียงแก่เครื่องเชื่อมที่เหลือต่อไป
![]() ข้อเสนอแนะ
ข้อเสนอแนะ
การออกแบบและการเลือกใช้วัสดุในการลดเสียงนั้น นอกจากต้องระวังเรื่องการปนเปื้อน (contamination) ของวัสดุลดเสียงในกระบวนการผลิตแล้ว จะต้องระวังไม่ให้เกิด negative effects แก่ผู้ปฏิบัติงานและเครื่องจักรในด้านอื่น ๆ ด้วย เช่น ยอดการผลิตลดลง เครื่องจักรทำงานผิดปกติ เป็นต้น

