
7 สิ่งสำคัญที่ได้เรียนรู้ จากประสบการณ์ 10 กว่าปี ในงานด้าน Process Safety Management (PSM)
7 สิ่งสำคัญที่ได้เรียนรู้ จากประสบการณ์ 10 กว่าปี ในงานด้าน Process Safety Management (PSM)
สวัสดีท่านผู้อ่านทุกท่าน ผมเริ่มต้นรู้จัก “ความปลอดภัยกระบวนการผลิต (Process Safety Management) หรือ PSM” ครั้งแรก เมื่อประมาณ 10 กว่าปีที่แล้ว จากการศึกษากฎหมาย OSHA PSM ของประเทศสหรัฐอเมริกา หรือ 29 CFR 1910.119 Process safety management of highly hazardous chemicals (กฎหมายฉบับนี้ เป็นพื้นฐานของกฎหมาย PSM ของประเทศไทย) และนอกจากนั้นยังได้ศึกษามาตรฐานสากลต่างๆ ที่เกี่ยวข้องกับการป้องกันอุบัติเหตุร้ายแรงทั้งในและต่างประเทศอีกหลายฉบับ
ซึ่งสาเหตุที่ผมต้องศึกษาเรื่องดังกล่าว เนื่องจากผมทำงานในโรงงานที่อยู่ในนิคมอุตสาหกรรมมาบตาพุด และยังเป็นอุตสาหกรรมเป้าหมายของ กนอ. ที่จะถูกกำหนดให้ทำ PSM เป็นระยะแรก (ถูกบังคับให้ทำ PSM เมื่อพ้น 2 ปี นับแต่วันประกาศในราชกิจจานุเบกษา) จึงจำเป็นจะต้องทำระบบ PSM ให้โรงงานที่รับผิดชอบ และจะต้องนำความรู้ต่างๆที่ได้เพื่อเข้าร่วมประชุมให้ความเห็นและเสนอแนะในเวทีประชุมประชาพิจารณ์ร่างกฎหมาย PSM ตั้งแต่กฎหมายดังกล่าวยังเป็นฉบับร่าง (ปัจจุบันกฎหมาย IEAT-PSM หรือ ข้อบังคับคณะกรรมการการนิคมอุตสาหกรรมแห่งประเทศไทยว่าด้วยหลักเกณฑ์ วิธีการ และเงื่อนไขในการประกอบกิจการในนิคมอุตสาหกรรม (ฉบับที่ 4) พ.ศ. 2559 ได้ถูกประกาศในราชกิจจานุเบกษาแล้ว เมื่อวันที่ 13 พฤษภาคม 2559)
แล้วหลังจากนั้น ผมก็อยู่กับงานด้าน PSM มาโดยตลอด เช่น ได้รับเลือกเป็นโรงงานนำร่องของ กนอ. เพื่อทดลองรับตรวจและตรวจประเมิน PSM External Audit ก่อนที่กฎหมายจะถูกประกาศใช้, วางระบบ PSM ให้กับโรงงานใหม่ (โรงงานปิโตรเคมีขนาดใหญ่ เงินลงทุน 1–2 หมื่นล้านบาท) จำนวน 2 โรงงาน โดยเริ่มจากศูนย์, ทำหน้าที่เป็น PSM Internal Auditor, เตรียมพร้อมโรงงานที่รับผิดชอบและรับตรวจประเมิน PSM External Audit จาก PSM External auditor จากภายนอก, เป็นผู้ตรวจประเมินความปลอดภัยกระบวนการผลิต (PSM External Auditor) ให้กับโรงงานอุตสาหกรรมอื่นๆ เป็นต้น
จากสิ่งที่ผมได้เรียนรู้ ได้ลงมือทำ ได้เป็นผู้รับตรวจประเมิน PSM External Audit และเป็นผู้ตรวจประเมิน PSM External Audit พบว่า การทำระบบ PSM ให้สำเร็จตามเป้าหมายที่ตั้งใจไว้ มีปัจจัยหรือสิ่งที่สำคัญ 7 ข้อ ผมจึงได้ทำเป็นข้อสรุปสั้นๆ จำนวน 7 ข้อ เพื่อให้ท่านผู้อ่านที่มีความสนใจกำลังศึกษาเรื่อง PSM หรือท่านที่กำลังจะทำระบบ PSM หรือท่านที่กำลังเตรียมพร้อมรับการตรวจ PSM External Audit ได้มีเข้าใจใน Key concept ของ PSM มากขึ้น ดังนี้
1. PSM ตามกฎหมายของประเทศไทยในปัจจุบัน จะบังคับใช้กับ แค่โรงงานบางประเภทในเขตนิคมอุตสาหกรรมฯ เท่านั้น
แต่โรงงานทุกแห่งที่มีสารอันตราย สามารถนำ PSM ไปใช้ประโยชน์ในการป้องกันอุบัติเหตุร้ายแรงได้ (ไม่ว่าจะเป็นโรงงานที่อยู่ในนิคมฯ แต่ไม่เข้าข่ายที่ถูกบังคับตามกฎหมาย หรือ เป็นโรงงานที่อยู่นอกเขตนิคมฯ) โดยส่วนตัวผมแนะนำให้นำ PSM ไปประยุกต์ใช้กับอุตสาหกรรมทุกแห่งที่มีสารอันตราย เพราะถ้าเราดูจากแหล่งข้อมูลหรือข่าวต่างๆ จะเห็นว่าอุบัติเหตุร้ายแรง เช่น ไฟไหม้, ระเบิด, สารเคมีรั่วไหล เป็นต้น ในประเทศไทยเรา มีความถี่เกิดเหตุในโรงงานอุตสาหกรรมที่อยู่นอกนิคมอุตสาหกรรมฯ มากกว่า เกิดเหตุในโรงงานในเขตนิคมอุตสาหกรรมฯ
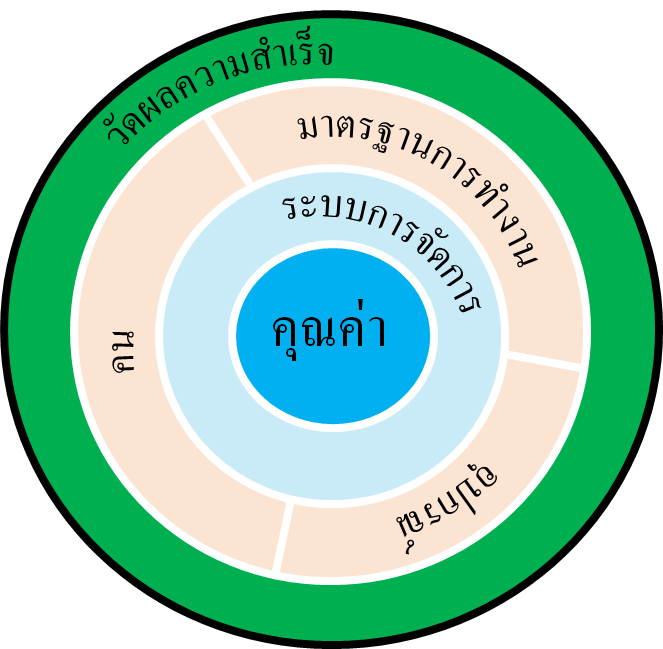
2. PSM จะสำเร็จได้ จะต้องได้รับการสนับสนุนจากผู้บริหาร และการมีส่วนร่วมจากผู้ปฏิบัติงานทุกคน
ซึ่งการสนับสนุนและความร่วมมือจะไม่สามารถเกิดขึ้นได้เลย ถ้าผู้คน "ไม่เห็นความสำคัญว่า PSM นั้น มีคุณค่าโดยตรงต่อธุรกิจอย่างไร และมีความสำคัญมากน้อยแค่ไหน"
3. PSM จะต้องมี "ระบบการจัดการพื้นฐานเป็นกรอบในการจัดการ"
เพราะระบบการจัดการเป็นกรอบการจัดการให้มาตรฐาน PSM ถูกนำไปใช้อย่างเป็นระบบ มีประสิทธิภาพและประสิทธิผล ตามกระบวนการ Plan-Do-Check-Act (PDCA) and Continual Improvement โดยหากองค์กรไม่มี Management system เป็นของตัวเอง อย่างน้อยที่สุดสามารถใช้ระบบจัดการ ISO เป็นกรอบการจัดการพื้นฐานได้
4. PSM เริ่มต้นจากการเข้าใจความเสี่ยง
จะเข้าใจความเสี่ยงได้ ผู้ที่เกี่ยวข้องจะต้อง "แม่นในข้อมูลความปลอดภัยกระบวนการผลิต (Process Safety Information ; PSI)" เช่น แม่นในข้อมูลสารเคมีอันตราย, แม่นในข้อมูลของอุปกรณ์, แม่นในข้อมูลเทคโนโลยี, แม่นในเอกสาร vendor package document, แม่นในเอกสาร licensor design package เป็นต้น อีกหนึ่งอย่างที่สำคัญคือ ข้อมูลที่เกี่ยวข้องกับความปลอดภัย องค์กรจะต้องเปิดเผยให้กับผู้ที่เกี่ยวข้องได้รับทราบ "ห้ามอ้างว่าเปิดเผยไม่ได้ เพราะ เป็นความลับทางการค้า" (จากประสบการณ์ของผม ประเด็นเรื่องความลับการค้าเกี่ยวกับความปลอดภัย ในประเทศไทยเรา ไม่ค่อยมีประเด็นปัญหาในเรื่องนี้)
5. PSM เมื่อเข้าใจความเสี่ยงจาก Process Safety Information (PSI) แล้วจะต้องเข้าใจความเสี่ยงให้มากยิ่งขึ้นไปอีก โดยต้องเข้าใจในระดับที่สามารถบอกได้ว่ามาตรการในปัจจุบันมีความเพียงพอหรือไม่ และถ้าไม่เพียงพอจะต้องเพิ่มเติมอะไร
ผ่านกระบวนการ "การวิเคราะห์อันตรายกระบวนการผลิต (Process Hazard Analysis; PHA)" โดยเริ่มจาก "การเลือกเครื่องมือที่ใช้ทำ PHA ที่เหมาะสม" กับเครื่องจักรหรือกระบวนการหรือความเสี่ยง เช่น HAZOP ใช้กับระบบท่อ, Checklist ใช้กับอาคารเก็บสารเคมีที่มีข้อกฎหมายกำหนดชัดเจน, FTA ใช้กับอุปกรณ์ที่อาจจะเป็นแหล่งของอุบัติเหตุที่นำไปสู่ผลกระทบร้ายแรง, FMEA ใช้กับเครื่องจักรกลเป็นรายตัว, ETA ใช้กับการประเมินความบกพร่องของระบบความปลอดภัยของเครื่องจักรและกระบวนการผลิต เป็นต้น และนอกจากจะต้อง "เลือกเครื่องมือทำ PHA ที่เหมาะสม" แล้ว สิ่งที่สำคัญมากที่สุดไม่แพ้กันคือ "คนและทีมที่ทำ PHA จะต้องมีความรู้และประสบการณ์ที่เพียงพอ"
6. PSM จัดการความเสี่ยงด้วยมาตรการ 3 ด้าน ได้แก่
(1.) มาตรการด้าน "คน หรือผู้ปฏิบัติงาน" มีข้อกำหนด PSM ที่เกี่ยวข้อง เช่น
- Training
- Management of change - People (MOCs-P)
- Compliance Audit
- Contractor Safety Management
(2.) มาตรการด้าน "อุปกรณ์"มีข้อกำหนด PSM ที่เกี่ยวข้อง เช่น
- Mechanical Integrity
- Management of change - Facility&Technology (MOCs-Facility&Technology)
- Pre-Start up Safety Reveiw (PSSR)
(3.) มาตรการด้าน"การกำหนดมาตรฐานการทำงาน" มีข้อกำหนด PSM ที่เกี่ยวข้อง เช่น
- Operating procedure
- Hot work permit, Non-routine work permit and Safe work practice
- Emergency response
- Incident investigation
7. PSM จะต้องมีตัวชี้วัดความสำเร็จ
เพราะถ้าเราวัดความสำเร็จไม่ได้ เราก็ไม่สามารถรู้ได้ว่าตอนนี้เราอยู่ตรงไหน เราต้องปรับปรุงเรื่องอะไร และผลลัพธ์จากการปรับปรุงว่าก่อนและหลังการปรับปรุงได้ผลแตกต่างกันแค่ไหน ขอยกตัวอย่าง ตัวชี้วัดความสำเร็จด้าน PSM ที่สากลยอมรับ นิยมใช้กันในหลายองค์กร คือ API 754 ที่มีตัวชี้วัดทั้งที่เป็น "Leading indicator ที่วัดความแข็งแรงของมาตรการป้องกันก่อนเกิดเหตุ" และ "Lagging indicator ที่วัดระดับของความรุนแรงหรือความเสียหายเมื่อเกิดเหตุแล้ว"

