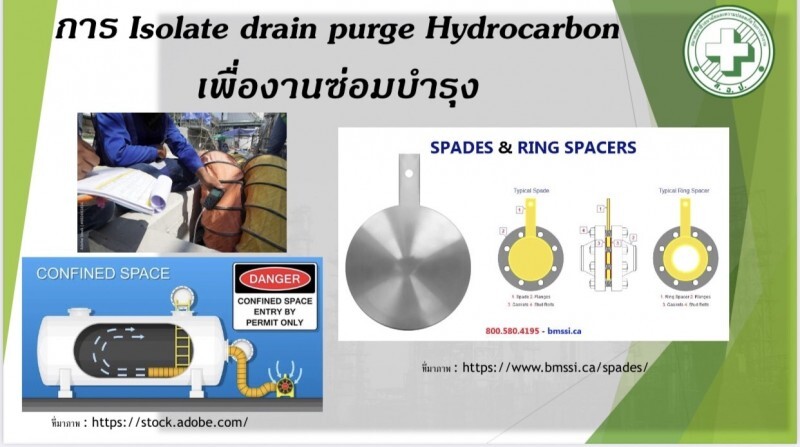
การ Isolate drain purge Hydrocarbon เพื่องานซ่อมบำรุง
เผยแพร่เมื่อ 26/7/2566
เขียนโดย คุณ ดิเรก สุดใจ
ประสบการณ์ในหน่วยงานปฏิบัติการผลิตในอุตสาหกรรมปิโตรเคมี มากกว่า 30 ปี
ปัจจุบันทำงานใน กลุ่ม บริษัท พีทีที โกลบอลเคมิคอล จำกัด (มหาชน)
ปริญญาตรี วิศวกรรมศาสตร์บัณฑิต สาขา วิศวกรรมเครื่องกล
ปริญญาตรี วิศวกรรมศาสตรบัณฑิต สาขา วิศวกรรมอุตสาหการ
ปริญญาตรี วิทยาศาสตร์บัญฑิต สาขา อาชีวอนามัยและความปลอดภัย (มสธ.)
การ Isolate drain purge Hydrocarbon เพื่องานซ่อมบำรุง
เมื่อเครื่องจักรหรืออุปกรณ์ในโรงงานปิโตรเคมีใช้งานไปสักระยะเวลานึงก็จะมีการหยุดตรวจสอบ ความสะอาดความเสียหายที่อาจจะเกิดขึ้น เช่นงาน Turn around หรืองานตรวจสอบซ่อมบำรุงตามระยะเวลา ก่อนที่จะเข้าไปทำงานตรวจสอบหรือซ่อมนั้น ต้องมีการวางแผนงานต่างๆ ถ้าเป็นงาน Turn around อาจจะใช้เวลาวางแผนกันเป็นปีเพื่อให้มีการเตรียมการหน่วยงานที่ทำหน้าที่วางแผนจะเป็นทางทีมงาน turn around และ ทีมซ่อมบำรุง โดยส่วนทางด้านฝ่ายผลิตที่เป็น Area owner มีหน้าที่วางแผนการ Isolate purge Hydrocarbon หรือสารเคมีที่อยู่ในอุปกรณ์ต่างๆให้เหลือน้อยที่สุดเท่าที่ทำได้
ซึ่งมีหลักการประมาณนี้คือ
1. การลด Inventory ในระบบ ขณะ ลด load plant เพื่อ shut down โดยพยายามลดระดับของ liquid ที่อยู่ในระบให้ต่ำ ปกติจะมีระดับที่ 50% ให้ลดลงเหลือ 10-15 % โดยอาจจะย้ายไป Unit ถัดไปให้มากที่สุด
2. Empty plan แบ่ง loop ของ Process เป็น ส่วนย่อย โดยต้องมี Block valve ตัวแบ่ง เพื่อทำให้ Loop การ Empty นั้นไม่ยาวเกินไป กำหนดจุด Drain liquid ส่งไปที่ blow down system กำหนดจุด vent gas ไปที่ระบบ Flare system โดย Mark up ใน P&ID
3. Purge plan ทำต่อจาก Empty plan โดยกำหนดจุด การใส่ N2 เพื่อให้สามารถไล่ Hydrocarbon ออกจาก อุปกรณ์ โดยมีหลักการคือดู Molecular weight ของ Hydrocarbon เทียบกับ N2 ถ้า MW หนักกว่า N2 ให้ใส่ N2 ที่ Top ของอุปกรณ์ และ ระบาย การ Purge ออกด้านล่าง ถ้า MW น้อยกว่า N2 ให้ ใส่ N2 ที่ ด้านล่าง แล้ว ระบายออกที่ ด้าน Top โดยการ purge แบบ swing pressure คือ ปิด vent drain ทั้ง Loop แล้ว Pressurize N2 ไปที่ 5-6 bar จากนั้น ปิด N2 แล้วเริ่มระบาย Gas ออก จน pressure เหลือ 0.5bar จากนั้นเริ่ม Pressurize N2 ใหม่ ทำแบบนี้ จน Hydrocarbon = 0% อาจจะใช้เวลาแต่มีประสิทธิภาพสูง โดย มีMark up ใน P&ID กำหนดจุด ใส่ N2 และจุดระบาย
4. การทำ Steaming เพื่อใช้ steam (ไอน้ำ) ไล่ Hydrocarbon ที่ เหลือ ออกไปให้หมด โดยใช้ Steam ใส่เข้าที่ด้านล่างของอุปกรณ์ ที่เป็น Drum หอกลั่น heat exchanger และต่อการระบายไปที่ blow down system ถ้าเป็น Hydrocarbon ตัวเบา อาจจะไม่จำเป็นทำ steaming
5. การทำ spade list หลังจาก Steaming แล้วจะมี การตรวจวัด Hydrocarbon และสารเคมี อีกครั้งว่าไม่มีแล้ว จึงดำเนินการ ใส่ Blind หรือ Spade ตาม แผนงานที่กำหนดจุดไว้ โดยจะต้อง ปิดทุกจุดที่มีท่อทางเข้าอุปกรณ์ การทำ spade list ต้องทำใน P&ID mark up และมีการบันทึกลงใน แบบ from register และการใส่ต้องเป็นไปตาม P&ID mark up และแบบบันทึก ถ้ามีการแก้ไข ต้องแก้ทั้งใน P&ID mark up และ แบบบันทึก อาจจะมีขั้นตอนเพิ่มคือ มีการแขวน tag ชี้เป้า เพื่อให้หน่วยงานที่รับผิดชอบในการใส่ spade ได้เห็นและใส่ได้ตรงจุด หลังจากใส่ Spade แล้วจะมีการบันทึกด้วยว่ามีการใส่แล้วจริง การใส่ spade นั้น จะเป็นการกระทำที่เราเรียกว่า First line breaking ดังนั้นทีมที่ใส่ spade ต้องทำตามขั้นตอน First line breaking ด้วย
6. หลังจากใส่ spade แล้วจะเป็นการเปิดอุปกรณ์ เพื่อเข้าตรวจสอบและซ่อมบำรุงก็จะเป็นขั้นตอนของ Confined Space Entry ต้องมีขั้นตอนปฏิบัติตามใบอนุญาตทำงานในที่อับอากาศต่อไป และหลังจากงานเสร็จ จะต้องมีการ de spade หลังจากถอด spade แล้ว ก็ต้องลงใน แบบบันทึกว่ามีการถอดออกอย่างสมบูรณ์โดยมีหน่วยงานฝ่ายผลิตเป็นพยานด้วยเพื่อให้แน่ใจว่าไม่มี spade คงค้างในระบบหลังจากการคืนระบบแล้ว
7. ขั้นตอนต่อไปคือการทำ PSSR เพื่อให้มีความพร้อมที่จะเริ่มเดินเครื่องใหม่ต่อไป
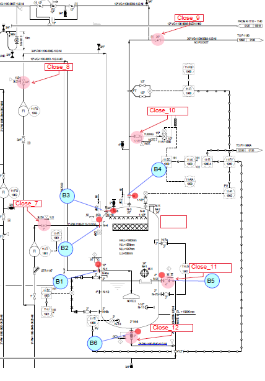
ตัวอย่างการทำ Isolation และ spade list ใน P&ID